
全國谘詢熱線
186-7652-6988
歡迎光臨佛山市鋁(lǚ)亞鋁業有(yǒu)限公司官方(fāng)網站!

全國谘詢熱線
186-7652-6988

聯(lián)係(xì)人:徐總
手(shǒu) 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.janyy.com
地 址:佛山市(shì)南海區獅山鎮山南(nán)工業區北區一路一排3號
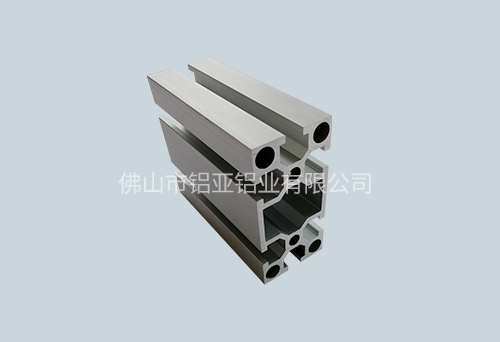
配料:根據(jù)需要生產(chǎn)的具體合金牌號,計算出各種合金成(chéng)分的添加量,合理搭配各種原材料。熔煉:將配好的原材料按工藝(yì)要(yào)求加入(rù)熔煉(liàn)爐內熔化,並通過除氣(qì)、無錫鋁型材除(chú)渣精煉手段將熔體內的雜(zá)渣、氣體有效(xiào)除去。鑄造:熔煉好的鋁液在一定的鑄造工藝條件下,通過深井鑄造係(xì)統,冷(lěng)卻鑄(zhù)造成各種規格的圓鑄棒。擠壓:鋁(lǚ)型材廠家擠壓是型材成形的手(shǒu)段。先根據型材產品斷麵設計(jì)、製造出模具,利(lì)用擠壓機(jī)將加熱好的圓鑄棒從模(mó)具中擠出成(chéng)形。上色 (此處先(xiān)主要講氧化的過程(chéng))氧化(huà):擠壓好的鋁合金型材(cái),其表麵耐蝕性不強,須通過陽極氧(yǎng)化進行表(biǎo)麵處理以增加鋁材的抗蝕性、耐磨性及外表的美觀度。
陽(yáng)極氧化膜厚不夠。解決的辦法是檢查陽(yáng)極氧化(huà)工藝是否規範,看溫度,電壓,導電等(děng)因素是否穩定(dìng),若有異常,請相應調整規範之,若無異(yì)常,無錫鋁型材廠(chǎng)家可適當延長氧化時(shí)間,保證膜厚達標。染液pH值太高,此時,可用冰醋酸將pH值(zhí)調至規範值。氧化後工件在水槽中放置時間太久。提倡及時染色,如果這種情(qíng)況已經(jīng)發生(shēng),可將工件放在陽(yáng)極氧化槽中或硝酸(suān)中和槽中(zhōng)適當活化處理後(hòu)再進行染色,效果會很好。選用染(rǎn)料(liào)不(bú)當。鋁型材廠家需選用合適染料。染料已分解或黴變,此時(shí)需更換染料。氧化溫度過低(dī),導致皮膜致密。可適當提高氧化溫度。導電(diàn)不良。可能陽極銅杆或陰極鉛板接觸不(bú)良(liáng)所示批量導電不良。注意清洗陽極銅杆及陰極鉛板,保(bǎo)證接觸良好(hǎo)。
將大懸臂的散熱(rè)器型(xíng)材模具設計(jì)成假分流模的結構,不僅有效地減少了由於模具承受較大的正麵壓力所導致的(de)模孔危險斷麵的斷裂,極大地延長了模具的使用壽命,而且,無(wú)錫鋁型材這種帶有分流橋的結構,還有效地(dì)減小了模孔底部較大壁(bì)厚處的流速,確保了擠壓型材流速的均衡平穩、同時,這(zhè)種結構的擠壓模具(jù)設計方案(àn),為壁厚相差懸殊的實心型材模具的設計開辟(pì)了新的思路和途(tú)徑。 散熱(rè)器型(xíng)材的擠壓技術除與上麵(miàn)因素有(yǒu)關外,還與擠壓機的能力和水(shuǐ)平、鋁型材廠家後部設備的自動化程度、工(gōng)人的操作技巧等(děng)有關,不同的散熱型材斷(duàn)麵應根據其特點采取相應的措施,不能一(yī)概而論。
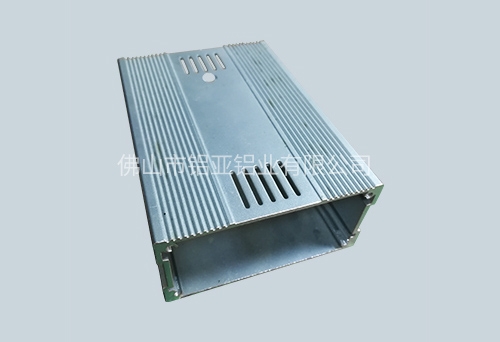
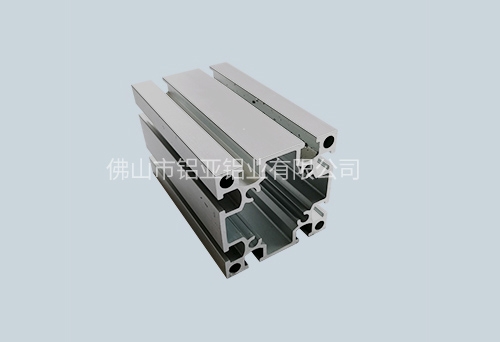
半擠壓散(sàn)熱器鋁型材,半嵌入式:由於半擠(jǐ)壓散熱(rè)器鋁型(xíng)材(cái)的工(gōng)藝限製,板(bǎn)材的間距不能太窄,並且通過插入和壓製在兩個板(bǎn)材之間插入鋁板按。緊緊固定。因為插入(rù)了一半的翅(chì)片,無錫鋁型材並且鋁板沒有與底板一體(tǐ)化,所以插入部分的傳熱(rè)效率不如一個好。耐(nài)熱性大於純擠壓鋁的耐熱性。這種散熱器(qì)可以通過鋁型材散熱器的擠壓過程減小型材的橫截麵尺寸,並且擠壓的鋁型(xíng)材不能加工散熱器產品。擠壓散熱器鋁型材:翅片和基板是一體的。沒有拚接,散熱器內部的熱傳導均勻,導熱率高。翅片拚接散熱(rè)器(qì)鋁型材:首先製(zhì)作翅片,鋁型材(cái)廠家將翅片堆疊(dié)在一起,通過壓力處(chù)理按壓它們,並將各個部分緊密地結合在一起。該過程可用作任何寬度和高度的散熱器。
流水線鋁(lǚ)型材加工所(suǒ)需要的倍速鏈鋁型材一般是2.5倍數的。通過表麵處理的工業(yè)型材(cái)作為載體作用於工業(yè)流水線的導軌上,無錫鋁型材能保持自動化輸送線係統在生產輸送過程中平穩無顛簸,適合工廠大批量的產品連續生(shēng)產。鋁型材廠(chǎng)家它的輸送能力大可承載較大的負荷。以上就是關於流水線鋁型材加工所需的倍速鏈鋁型材的一個簡單介紹。大家如有問題可以撥打啟域(yù)熱線電話或在(zài)啟(qǐ)域官網上聯係在線客服。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮(zhèn)山南工業區北區一路一排3號
地址:佛山市南海區獅山鎮(zhèn)山南工業區北區一路一排3號

(掃一掃(sǎo) 關注官方微(wēi)信)









