
全國谘(zī)詢(xún)熱線
186-7652-6988
歡迎光臨佛山(shān)市茄子视频懂你更多鋁業有限(xiàn)公司官方網站!

全國谘(zī)詢(xún)熱線
186-7652-6988

聯(lián)係(xì)人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.janyy.com
地 址:佛山市南(nán)海區獅山鎮山南工業區北區一路一排3號

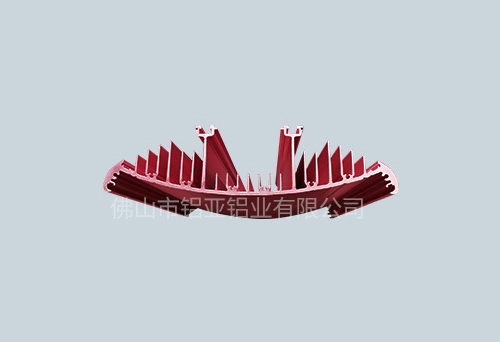
用鋁(lǚ)材質做(zuò)散熱器,散熱器鋁型材與其它材質相比(bǐ)主要優勢為:節能性、節材性、裝飾性、性能好、價格、重量等方麵。散熱(rè)器鋁型材在多種散熱器中是很輕的,搬運安裝方便(biàn)。裝飾性:由於散熱器鋁型材的導熱性好,合肥鏡框鋁材散熱量大,散熱也快,金屬熱強度高,由(yóu)於它易(yì)擠壓成形,會擠壓成各種形狀散熱器,因此外觀美觀,裝飾性強。由於鋁氧化(huà)後生(shēng)成氧化鋁(lǚ)是好的保護膜,能避免它進一步氧化,因此它不怕氧化腐蝕,價格適中很受工薪階層的歡迎。散熱器鋁型材的(de)耐氧化腐蝕性(xìng)能好,鏡框(kuàng)鋁材加工不用添(tiān)加任何(hé)添加劑,其原理是,鋁一旦遇到空氣中氧(yǎng),便函生成一層氧化膜,這層膜既堅韌又致密,防止了(le)進一步對本體材料的腐(fǔ)蝕。

散熱器鋁型材具有良好的延展性和可(kě)塑性,廣泛應用於各個領域。那麽散熱器鋁型材加工(gōng)工藝有(yǒu)哪些呢?合肥鏡框(kuàng)鋁材加工一(yī)般來說散熱器鋁型材加工常見工藝分別是鑄(zhù)錠、擠壓、熱處理和表(biǎo)麵處(chù)理(lǐ)。那(nà)麽針對這些種加工處理方式到底有哪些特點呢?鋁型材被擠壓(yā)成型是在封閉的擠壓筒裏進行(háng)的,而它的變形是(shì)在高(gāo)靜水壓力(lì)下完成的,所以就產生了鋁型材的基本特性。鋁型材的很多特性都是由於擠壓過程(chéng)中的應力應變狀態,金屬流動以及原材料的質量等等鑄就的。當然,生產能力和生產效率也是(shì)兩大重要原因。鋁型材擠壓的優點有很多。鏡框鋁材加工一次成型使得(dé)材料接合,也可以使材料從模具出(chū)口形狀一直的截麵;從經濟(jì)上(shàng)來看(kàn)是一次成(chéng)型節約大量的人工和時間成本(běn),不廢料。
可以先用砂紙將散熱器鋁型材的表麵進(jìn)行打磨,這樣就(jiù)可以去掉(diào)其表(biǎo)麵上的(de)鬆動或許是翹(qiào)起的氧(yǎng)化皮,合肥鏡框鋁(lǚ)材鐵鏽還有焊渣了。有一些散熱器(qì)鋁型材可能會放置很長(zhǎng)時間也用不到,所以就需要用正確的辦法進行儲存(cún)了,並不是(shì)隨意找個(gè)當地存放就(jiù)可以,鏡框鋁(lǚ)材加工要想延長散熱器鋁型材的運用壽數,就需要將散熱器鋁型材堆(duī)放在單調通(tōng)風的當地,並且不(bú)能濕潤,也不能讓陽光直射到(dào)。

散熱器鋁型(xíng)材安裝好後,管道(dào)上的閥門(mén)是不可以隨便開關的,散熱(rè)器鋁(lǚ)型材(cái)尤其是供暖係統運動的時候(hòu),一般都會經過調試。合肥(féi)鏡框鋁材暖氣片供熱管道調試完(wán)後(hòu),閥門是不可以隨意開關的,那樣做很容易導(dǎo)致暖氣(qì)片水流不(bú)暢通,或漏(lòu)水等(děng)現(xiàn)象。另外在散熱器供暖起降(jiàng),要保持一定的散熱空間,不(bú)可以(yǐ)在暖(nuǎn)氣片周圍放太多的(de)雜物,如若不然很容易影響到散熱器鋁(lǚ)型材的散熱效果,而且如果溫度過(guò)高還(hái)會(huì)引發火災等造成不必要(yào)的損(sǔn)失。在平時,散熱器鋁型材一般要采用滿(mǎn)水(shuǐ)的方式保(bǎo)養,即停止供暖後,先將暖氣回水閥關閉,打開(kāi)放(fàng)氣閥,放出空氣後,關緊(jǐn)水閥,散熱器鋁型材在(zài)國內的供暖條件下,鏡(jìng)框鋁材加(jiā)工很容易被(bèi)腐蝕,滿水養(yǎng)護是為了使暖氣使用的年限更長一些。因為鋼(gāng)怕氧化,滿(mǎn)水養護可以起到隔離氧的作用。

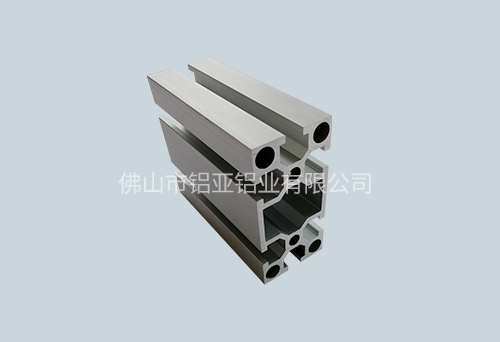
鏡框鋁型材加工中靜電(diàn)粉末塗裝法是使用高壓電場的感應效應,使粉末塗(tú)料和被塗物(wù)受到(dào)感應(yīng)而分別帶上彼此相反電荷,合肥鏡框鋁材從而把帶電荷的粉末塗料吸附到帶相反電荷的被塗物上麵(miàn),然後粉末塗料經過(guò)熔融流平、鏡框鋁材(cái)加工烘烤固(gù)化得(dé)到塗膜的塗裝方法。因未經表麵處理的鋁合金擠壓型材外觀單一,並在潮濕的大氣中容易腐蝕,所以鏡框(kuàng)鋁型材擠壓加工出來的(de)穿衣鏡鋁材一般都要進行表麵處理,而粉末噴塗就是現階段穿衣鏡鋁材發(fā)展的一個主要趨(qū)勢。
將大懸臂(bì)的散熱器型材模具設計成假分流模的結構,不僅有(yǒu)效地減少了由於模具承受較大的正麵壓力所導致的模孔危險斷麵的斷裂,極大地延長了模具的使(shǐ)用壽命,而且,合肥鏡框鋁材這種帶有(yǒu)分流橋(qiáo)的結構,還有效地(dì)減小了模孔底部較大壁厚(hòu)處的流速,確保了擠壓(yā)型材流速的均衡平穩、同時,這種結(jié)構的擠壓模具設計方案,為壁厚相差懸殊的實心型材模具的設計開辟了新的思路和(hé)途徑。 散熱器型材的擠壓技術除與上麵因素有關外,還與擠壓機的能力和水平、鏡框(kuàng)鋁材加工後(hòu)部設備的(de)自動化程度、工人的操作技巧等有關,不同的散熱型材斷麵應根據其特點采取相應(yīng)的措(cuò)施,不(bú)能一概而(ér)論。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛(fó)山市南海區獅山鎮山南工業區(qū)北(běi)區一路一排3號
地址:佛(fó)山市南海區獅山鎮山南工業區(qū)北(běi)區一路一排3號

(掃一掃 關注官方(fāng)微信)









