
全國谘詢熱線
186-7652-6988
歡迎光臨(lín)佛山市茄子视频懂你更多鋁業有限公司官方(fāng)網站!

全國谘詢熱線
186-7652-6988

聯係人(rén):徐總
手 機:18676526988
電 話(huà):0757-63222898
郵 箱(xiāng):874514218@qq.com
網(wǎng) 址:www.janyy.com
地 址:佛山(shān)市南海區獅山鎮山南工業區北區一路一排3號

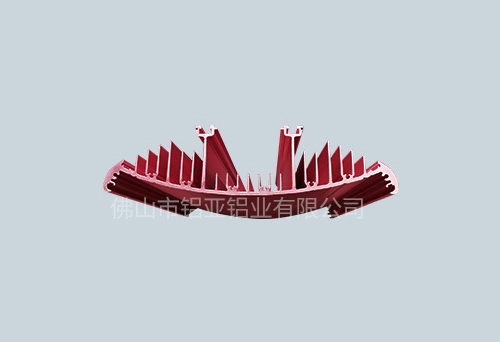
散熱器鋁型材加工(gōng)是目前鋁型材加工中相對(duì)難度高的細分行業。一方麵(miàn)散熱器有散熱效果要求(qiú),黑龍(lóng)江鋁(lǚ)型材(cái)散熱器另一方麵散熱(rè)的加工難(nán)度高。工欲善其事必(bì)先利其器,首先鋁型材散熱器的模具設計要(yào)合理,模(mó)具的材質按國標要求及硬度HRC49-50度; 鋁型材散熱器的原材料要精選國標材質,非標材質含雜質多,鋁(lǚ)型材散熱器加工極易導致模具堵塞,甚至模具報廢;經驗豐富的開機人員,前麵兩個條件滿足了還不行,一定還有配備經驗豐富(fù)的開機人員,鋁型材散熱器擠壓要求擠壓速度比較慢,壓力控製做180-200pa,擠壓速度快了,容易廢模。
散熱器鋁型材模(mó)具方麵工作帶硬度不夠(gòu)或未(wèi)氮化或工作帶粗糙不光滑而粘鋁,模具工作帶設計過長增加(jiā)了摩擦阻力,黑龍江鋁型材散熱器鋁擠壓模具(jù)加熱保溫時間過長而導致工作帶表麵(miàn)退火,模具連續擠壓(yā)使用時間過長原本平行的工作(zuò)帶呈喇叭口,使顆粒擠(jǐ)出工作帶後粘附型(xíng)材表麵(miàn)。鋁型材散熱器加工經常帶鋁擠壓致使工作帶無法修正(zhèng)保養。模具工(gōng)作帶粘的鋁金屬顆粒(lì)越多,鋁材表麵粗糙,麻麵就越(yuè)嚴重。擠壓速度過快增加了(le)金屬的流動(dòng)速(sù)度導致熱變形(xíng)增高及模具死區增(zēng)大,依附在型材表麵的死區雜(zá)質(zhì)變多。

當散熱器鋁型材擠壓形狀(zhuàng)不對稱,各(gè)部分尺寸,形狀相差(chà)很大的製品時,這種流動不均勻性更會顯著增(zēng)加。而且,在模具設計製造中(zhōng),黑龍江(jiāng)鋁型材散(sàn)熱器各部位流動速(sù)度的差異不可能完全(quán)的消除或調整。因此,擠壓成形中,不能避免(miǎn)的會產(chǎn)生各種成形缺陷,如扭擰、彎曲、波浪、裂紋等。擠壓模具在(zài)使用中,型材不成形、波浪、彎曲等由於金屬擠(jǐ)出模孔速(sù)度不均勻引起的(de)試模不合格,是造成試模不合格的主要原因之一(yī)。為了消除以上這些缺陷,較(jiào)理想的結果就是金屬在擠(jǐ)出模孔時,各個部(bù)位各個質點的金屬流動速度均保持一致。而實際的(de)情況是,鋁型(xíng)材散熱器加工(gōng)金屬在擠出模孔時,即使較(jiào)簡單的型(xíng)材也不(bú)可能各個質點都獲得相(xiàng)同的流動速度。因(yīn)此(cǐ),必然(rán)存在一個速度(dù)差異範圍,當金屬擠出模孔時,當各個質(zhì)點的擠出速度差異在這一個範圍之內時,擠出的型材能夠穩(wěn)定成形。

連續性:流水線工作台的生產過程是按照相(xiàng)應的節(jiē)拍連續重複進(jìn)行的,其運(yùn)作(zuò)有很強的節奏性,效率(lǜ)高(gāo)。黑龍江鋁型材散熱器中間(jiān)一(yī)般不允許間斷(duàn),故而基本不允(yǔn)許製品過長的等待時間和設備(bèi)的加工間(jiān)歇時間。因此流水線因各類幹(gàn)擾因素而停產的時間量,通常(cháng)被用來作為衡量流水線或生產作業(yè)的生產綜合評價指數。平衡性:鋁型材散熱器加工流水線工作台上各(gè)工序的生產能力是平衡的、成比例的,生產所需的物料配送需要(yào)按節拍準(zhǔn)時、準量、合格的配送到位。單(dān)純單向性:流水線工作台上隻生(shēng)產一種或少(shǎo)數幾種工藝(yì)結構(gòu)相似的係列(liè)產品,並且物料隻向一個(gè)方向移動。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮(zhèn)山南工業區(qū)北區(qū)一(yī)路一排3號
地址:佛山市南海區獅山鎮(zhèn)山南工業區(qū)北區(qū)一(yī)路一排3號

(掃一掃 關注官方(fāng)微信)









