型材")
全國谘詢熱線
186-7652-6988
歡迎光臨佛山市茄子视频懂你更多鋁業有限公司官方網站!

全國谘詢熱線
186-7652-6988

聯係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網(wǎng) 址:www.janyy.com
地 址(zhǐ):佛山市(shì)南海區獅山鎮山南工業(yè)區北區一路一排3號(hào)
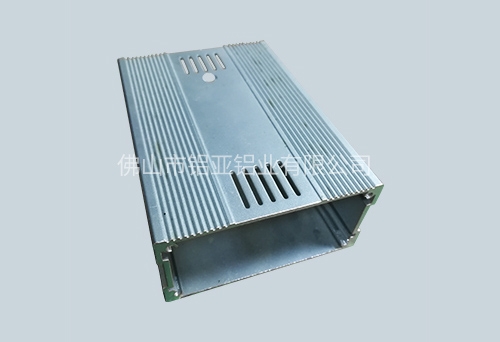
散熱(rè)器鋁型材主要有高壓鑄鋁和剪切鋁合金(jīn)焊兩種。其優點主要有: A散熱器鋁型材的風扇性(xìng)較好,長春電子散熱器(qì)鋁型材節約能源的特點十分(fèn)顯著,在同樣的房(fáng)間裏,如果用同樣規格的(de)采暖散熱(rè)器,鋁鑄的片數要比(bǐ)鋼製少。B散熱器鋁型材的耐水解腐蝕性能好(hǎo),不必加到任何添加劑,其原理是,鋁一旦遇(yù)上(shàng)空(kōng)氣中氧,便函分(fèn)解一層水解膜,這層膜既結實又顆粒,避免了進一步(bù)對本體材料的生鏽。自由(yóu)選擇散熱器鋁型材是一次(cì)整體合金鋼成(chéng)型的,因此(cǐ)無焊縫(féng)漏水問題。而且其僅次(cì)於的優點是產品不受小區采暖係(xì)統的容許,電子散熱器鋁型材廠家即使在開放式鍋爐係統中也能受氧氣(qì)生鏽由於使用模塊組合式的設計,在經過一個(gè)采暖季後,如果找到(dào)室內溫度過於,還可以在第二年再安(ān)裝一、兩片來符合自己(jǐ)的必(bì)須,而不必(bì)像鋼製散熱器必須把整組暖氣都換成。
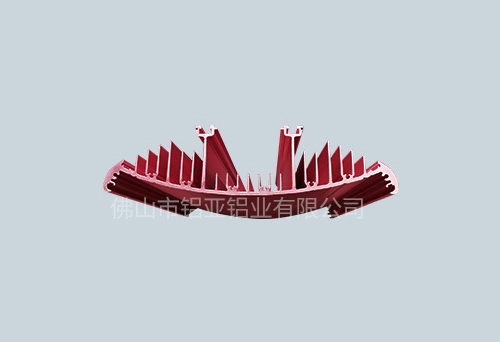
散熱器鋁型材的模具都(dōu)是許多細長的齒,要承受很大(dà)的擠壓力,每個齒都要有很高的強度和韌性,如果彼此之間的(de)性能有很大的差異,就容易使(shǐ)強度或韌性差的那些齒(chǐ)產生(shēng)斷裂。長春電子散熱器鋁型材因此模具鋼材的質(zhì)量必須好,使用質(zhì)量好的廠家生產的H13鋼材,或選用優質(zhì)的進口鋼材。模具的熱處理十分重要,要用真空加熱淬火,電子散熱器鋁型材廠家采用(yòng)高壓純氮淬火,可(kě)以確保淬火後模具(jù)的各部分性能均勻。淬火後要采(cǎi)取三次回火(huǒ),使模具的硬度保證(zhèng)在HRC48~52的(de)前提(tí)下,具有足夠的韌性(xìng)。這是防(fáng)止模具斷齒的重要(yào)條件。

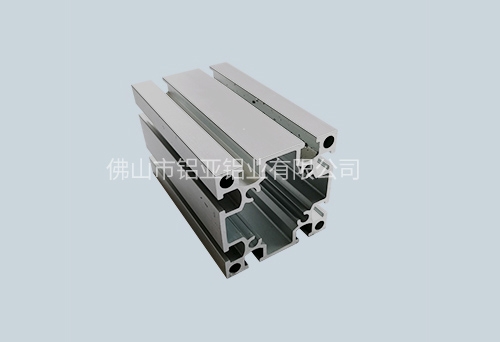
擠壓鏡框鋁型材(cái)由於其生產工藝的多樣性,在熱擠壓過程(chéng)中因模具(jù)拋光質量或因加(jiā)工工藝條件直接或間接造成的(de)鏡框鋁(lǚ)型材表麵問題有以下幾點(diǎn):電(diàn)子散熱器鋁型材廠家紋粗,分色,暗帶,亮(liàng)帶,劃線,起骨,光潔度差。擠(jǐ)壓鏡框鋁型材表麵粗糙缺陷造成原因:在鏡框鋁型材的擠壓製造(zào)中,長春電(diàn)子散熱器鋁型材通常的問題是較為直觀的,如彎曲、扭擰、變形、夾渣等。從擠壓流(liú)水(shuǐ)線出來的鏡框鋁型材叫做基材或坯料、白料(liào)。初判鏡(jìng)框(kuàng)鋁型材表麵(miàn)質量通常是在模具上機後擠(jǐ)壓至2-3支棒時,首檢采樣判別表麵質量能否合格(gé),表(biǎo)麵合格後再對其它項目開展檢查。

鏡框鋁型材加工木紋的方法 轉印方法塗覆木紋:順序進(jìn)行一個前處理步(bù)驟、電子散熱器鋁型材(cái)廠家一個噴塗步驟和一個木紋轉印步驟,在前(qián)處理步驟中,將鏡框鋁型材裝架後進行化學脫脂和去氧化皮,然後水洗,利用鉻(gè)酸(suān)鹽鉻化,再水洗後(hòu)烘幹,在噴塗(tú)步驟中,將鏡子框鋁型材掛架後吹塵、擦拭,噴塗氟碳底(dǐ)漆(qī)、氟碳麵漆,長春電子散熱器鋁(lǚ)型材烘(hōng)幹固化,在木紋轉印(yìn)步驟中,先分別向轉印水(shuǐ)槽和浸泡(pào)水槽(cáo)中加水加熱,然後在轉印水槽的水麵上平鋪木(mù)紋膜,再將鏡子框鋁型材的表麵與木(mù)紋膜接觸,將木紋膜上的木紋(wén)塗料轉移到鋁型材表麵,再將鏡子框鋁型材轉移到浸(jìn)泡水槽中,之後將鋁型材清洗、擦淨(jìng)擦幹,進行烘幹固化。
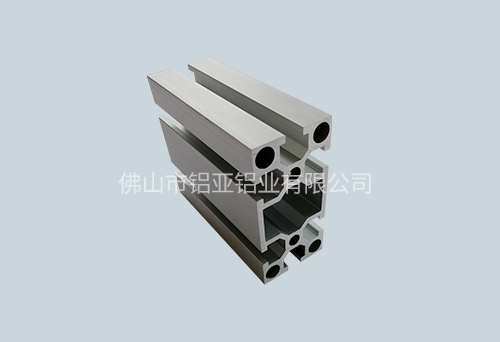
其中流水線鋁型材主要是應用於各大電子(zǐ)電器產線類使用,但對於大型的一些線(xiàn)體而(ér)言僅靠鋁型材,長春電子散熱器鋁型材是(shì)不行的還需(xū)要鋁型材配件及連接件來與之組合。對於廠家匯利興言,在(zài)其行業19年,對於鋁型材及配件係列型號種類齊全,同時也是受廣大西南消費者的喜愛,因此(cǐ)小編也是(shì)極其對他們稱頌。然流水線鋁型材常(cháng)用的配件係列大概有以下係列如:鋅合金角碼,鐵質角碼,內置連接件,電子散熱器鋁型材廠家任意連接件,轉向連(lián)接件,斜角連接件,角度(dù)連接件、T型螺母,T型螺栓,方形螺母,直角(jiǎo)連接件,直角連接件、角槽連接件,一字連接件,滑板螺母,菱形(xíng)螺母,弧形螺母,鋁材(cái)腳(jiǎo)座,鋁型材端蓋(gài),鋁材封邊條等這隻是其中一小部分,具體的配件還需根據大家對於型材的選用來搭配。
當散熱器鋁型材擠壓形狀不對稱,各部分尺寸,形狀相差很大的製品時,這種流(liú)動不均勻性更會顯著增加。而且,在模具設計製造中,長春電子散熱器鋁型材各部位流動速度的差異不可能完全的消除或調(diào)整。因此,擠壓成形中,不能避免的會產生各種成形缺陷,如扭(niǔ)擰、彎曲、波浪、裂紋等。擠壓模具在使用(yòng)中,型材(cái)不成形、波浪、彎曲等由於金屬擠出模孔速度不均勻引起的試(shì)模不合格,是造成試模不合格的主要原因之一。為了(le)消除以上這些缺陷(xiàn),較理想的結果就是金(jīn)屬在擠出模孔時,各個部位各個質點的金屬流動速度均保持一致。而實際的情況是(shì),電子散熱器鋁型材廠家金屬在(zài)擠出模孔時,即使較簡單(dān)的型材也不可(kě)能各個質點都獲得相同的流動速度。因此,必然存(cún)在一個(gè)速度差異範圍,當金屬擠出(chū)模(mó)孔時,當各(gè)個質點的擠出速(sù)度差異在這一個(gè)範圍之內時,擠出(chū)的型材能夠穩定(dìng)成形。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座(zuò)機:0757-6322-2898
座(zuò)機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山(shān)市南海區獅山鎮山南工業區北區一路一排3號
地址:佛山(shān)市南海區獅山鎮山南工業區北區一路一排3號
熱器鋁型材")
(掃一掃 關注官方微(wēi)信)









